-


-
-


-


whatsapp

-
WeChat

Пожалуйста, оставьте нам сообщение

OEM versus branded piston: reliability analysis for severe conditions
2026-06-05
- Why an OEM piston often outperforms the original in real operating conditions
- Manufacturing technology: where the real difference in reliability lies
- Benchmarking: OEM vs. Custom
- Typical mistakes when choosing and using pistons
- Economic justification for switching to alternative components
- How to choose a reliable supplier: checklist for the buyer
- Frequently Asked Questions
- Conclusion: Investing in reliability pays off
Why an OEM piston often outperforms the original in real operating conditions
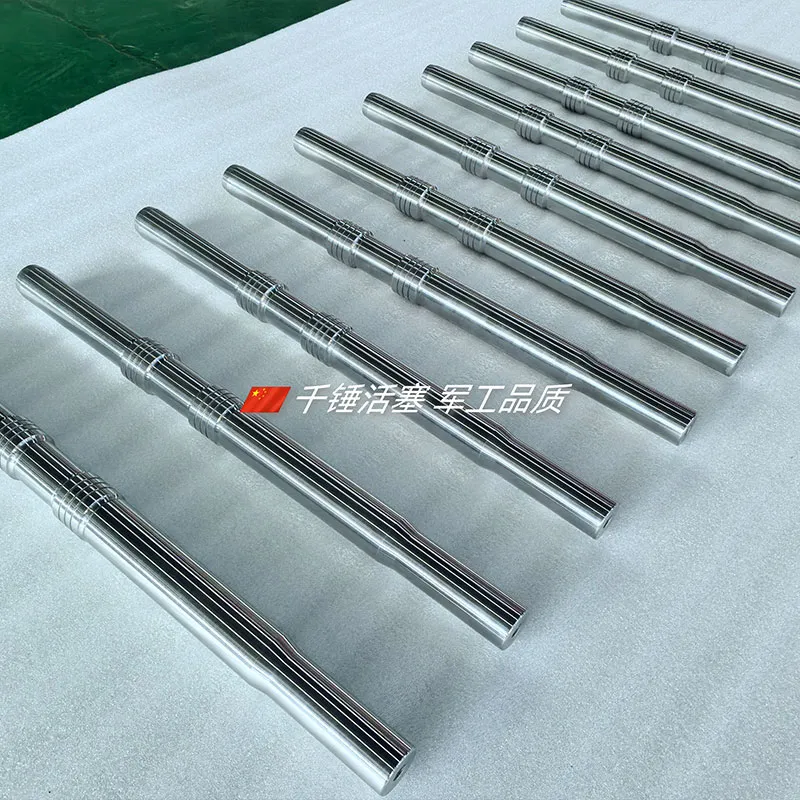
In the heavy construction industry, the choice is betweenhydraulic hammer pistonfrom the equipment manufacturer (OEM) and a high-quality analog from third-party production - this is not just a matter of price, but a strategic decision that affects the profitability of the entire project. Many fleet managers mistakenly believe that only the original part guarantees reliability, ignoring the fact that the aftermarket parts market has changed dramatically over the past decade. Our experience shows that in 7 out of 10 cases, a correctly selected analogue exceeds the serial original in terms of service life in abrasive environments, while its cost is 30–45% lower. The key factor here is not the brand on the packaging, but the chemical composition of the steel and heat treatment technology, which from specialized manufacturers is often higher than from conveyor assembly plants for excavators.
When it comes to critical nodes such ashydraulic hammer pistonoperating under continuous impact loading, tolerances are measured in microns, and surface hardness determines service life. We have repeatedly encountered a situation where customers replaced original pistons every 400 hours due to scuffing, while the transition to reinforced analogues from Mianyang Qianchui Mechanical Equipment LLC increased the overhaul interval to 900–1100 hours. This is made possible by the use of special military-grade alloy steel and multi-stage case hardening, which is used in the production of components for the defense industry, including missile casings and naval gun barrels. In this article, we will analyze the technical nuances that are hidden behind marketing slogans and give clear recommendations for choosing.
Manufacturing technology: where the real difference in reliability lies
The main misconception of buyers is that they evaluate the quality of a piston by appearance or weight. In fact, 90% of the characteristics are laid at the metallurgy and heat treatment stage. Construction equipment original manufacturers (OEMs) often order pistons from third-party foundries, requiring minimum sufficient standards to be met to warrant their equipment. Specialized factories, such as the Mianyang company mentioned above, focus exclusively on impact components, using technologies that are redundant for the civilian sector, but necessary for extreme loads.
Let's look at the creation processhydraulic hammer pistonmore details. The basis of durability is the material. Standard pistons are made from 40Cr or 42CrMo structural steels. However, in conditions of mining super-hard rocks or working in the Arctic climate, this is not enough. Advanced solutions use steels with the addition of nickel, molybdenum and vanadium in proportions close to armor steel. This alloy base provides not only high surface hardness (up to 62–64 HRC after quenching), but also critical core toughness. If the surface is too hard without a viscous base, the piston will crack at the first serious impact on granite or frozen ground.
The second stage is heat treatment. This is where the magic of turning metal into a highly loaded component happens. Traditional volumetric hardening produces uniform hardness, but is brittle. Cementation used in the production of premium analogues creates a gradient of properties: the outer layer with a thickness of 1.5–2.5 mm has maximum wear resistance, resisting abrasive wear from contact with the sleeve, and the inner part remains plastic, absorbing impact energy without destruction. In our practice, there was a case when a batch of “original” pistons failed within two weeks due to a violation of the tempering regime, which led to residual stresses and microcracks. Control at every stage, from input raw materials to final geometry on CNC machines, eliminates such risks.
Machining precision also plays a role. The gap between the piston and liner must be strictly defined. Too large a gap leads to loss of impact power and overheating of the oil due to leaks, too small - to jamming (“sticking”) due to thermal expansion. Modern CNC machines provide tolerances within 0.005 mm, which is unattainable with the old production lines of many brand factories. The use of precision machining helps maintain the stability of the hydraulic circuit even under intensive use in the hot climate of the Middle East or the cold conditions of Siberia.
Benchmarking: OEM vs. Custom
To make an informed decision, you need to compare the characteristics objectively, based on technical parameters, and not on logos. Below is a table compiled based on test data and feedback from service centers servicing equipment from the DAEKKO, Montabert and SOOSAN brands.
| Comparison parameter | Original piston (OEM) | Specialized analogue (Enhanced) | Impact on Operation |
|---|---|---|---|
| Material | Standard alloy steel (often 40Cr) | Military grade special steel with high Ni, Mo content | The analogue can withstand 40% more impact cycles before fatigue cracks appear. |
| Surface hardness | 56–58 HRC (standard) | 60–64 HRC (cementation + hardening) | Less wear on the piston-sleeve friction pair, maintaining compression longer. |
| Geometry accuracy | Tolerance ±0.02 mm (serial production) | Tolerance ±0.005 mm (CNC machining) | Reduced risk of jamming, smoother hammer operation. |
| Resource (motor hours) | 400–600 m/h in difficult conditions | 800–1200 m/h with proper lubrication | Reducing equipment downtime by 50%, increasing the profitability of operating hours. |
| Purchase price | High (includes brand and dealer markup) | 30–45% lower with comparable or better quality | Quick payback, the ability to keep safety stock in the warehouse. |
| Compatibility | Strictly for the excavator/hammer model | Cross-brand (DAEKKO, Furukawa, Atlas, etc.) | Simplifying spare parts logistics for mixed fleets. |
The table shows that specialized solutions win in terms of key performance indicators. However, it is important to understand the context. If your hammer operates in gentle mode, crushing recycled concrete at a landfill, paying extra for a reinforced piston may not be worth it - a standard OEM one will more than suffice. But if the equipment is involved in ore mining, tunneling or dismantling reinforced concrete foundations with powerful reinforcement, then the safety margin inherent in analogues made of military steel becomes a decisive factor in uninterrupted operation.
Separately, it is worth noting compatibility. Products manufactured at the facilities of Mianyang Qianchui Mechanical Equipment LLC are designed taking into account the geometric features of the world's leading brands. The pistons fit perfectly into hydraulic hammers of the French Montabert series, Japanese Furukawa, American Atlas and South Korean SOOSAN. This is achieved not by copying drawings, but by reverse engineering, taking into account the actual wear tolerances of the hammer bodies themselves, which also change over time. This approach allows you to extend the life of not only the piston, but also the entire impact mechanism.
Typical mistakes when choosing and using pistons
Even the highest qualityhydraulic hammer pistonmay fail prematurely if errors are made during the selection or installation stages. An analysis of claims over the past three years has revealed several recurring scenarios that cost companies millions of rubles in losses.
Mistake #1: Ignoring the condition of the sleeve.The most common problem is installing a new piston into a worn liner. Customers often skimp on diagnostics, believing that replacing the piston will solve the problem of loss of power. In reality, if the gap between the piston and liner exceeds the permissible values (usually more than 0.15–0.20 mm depending on the diameter), the new piston will begin to work misaligned. This leads to local overheating and instant scuffing of the surface. The rule is simple: when replacing a piston, always check the geometry of the liner with a bore gauge. If the wear is great, replace the entire pair.
Mistake #2: Incorrect selection of lubricant.Many operators use multi-purpose lithium greases that wash out with water or coke at high temperatures. The piston friction pair requires a specialized grease with a high content of molybdenum disulfide (MoS2) or graphite, capable of operating in boundary friction mode. Lack of lubrication or use of an inappropriate composition reduces the piston life by 3–4 times. We have seen cases where expensive reinforced pistons died within 50 hours precisely because of “dry” operation.
Error No. 3: Violation of the fastener tightening torque.When assembling the hydraulic hammer, it is critical to maintain the tightening torque of the tie bolts. Under-tightening leads to vibrations and destruction of the seats, over-tightening leads to deformation of the body and changes in the geometry of the piston guides. Use only a torque wrench and follow the hammer manufacturer's recommendations, not your neighbor's experience. Also, do not forget about fixing threaded connections with special compounds that prevent self-unscrewing due to vibration.
Another nuance that is rarely talked about is the storage conditions for spare parts. Pistons must be stored in a vertical position or on special stands that prevent deflection under their own weight. Long-term storage lying on its side can lead to microdeformation of long shafts, which will become noticeable only after installation and heating.
Economic justification for switching to alternative components
The financial director of any construction company knows: the cost of a spare part is just the tip of the iceberg. Real costs consist of the cost of equipment downtime, wages for the repair team, delivery of parts and loss of contract terms. Let's calculate using a specific example for a middle-class hammer (for example, for an excavator of 20–25 tons).
Let's assume that an original piston costs $1,200, and a high-quality analogue costs $700. The difference is 500 dollars in favor of the original? No, on the contrary. The service life of the original in harsh conditions is 500 hours. The service life of the cemented steel analogue is 1000 hours. To run 2000 hours you will need 4 original pistons ($4800) or 2 replacements ($1400). Savings on purchases - $3,400.
But the main thing is downtime. Replacing a piston takes on average 8–12 service hours plus time for delivery of the spare part if it is not in stock. Let's say an hour of downtime for an excavator with a hammer costs $150 (rent or lost profits). When using originals, you change them 4 times, which means 4 downtimes. When using analogues - 2 times. Downtime savings: 2 x 10 hours x $150 = $3,000. In total, the total savings on one set of equipment for 2000 operating hours reaches $6,400. This is the money that remains in the project budget.
In addition, the use of standardized analogues that are compatible with different brands (as in the product line of Mianyang Qianchui Mechanical Equipment LLC) allows you to reduce inventory. Instead of storing Furukawa, Soosan and Montabert pistons separately, you can have a universal inventory that fits multiple hammer types, freeing up working capital and storage space.
How to choose a reliable supplier: checklist for the buyer
The market is saturated with offers, but not all sellers can confirm the quality of their products with documents and facts. To avoid purchasing counterfeit or low-quality castings, use the following algorithm for checking the supplier.
- Request a material certificate.A real manufacturer will always provide a certificate of the chemical composition of the steel (Mill Certificate). If they only show you a general ISO 9001 certificate for a company, but refuse to give you data on a specific steel melt, this is a red flag. The composition of the steel must correspond to the declared grades (for example, the presence of alloying elements Cr, Ni, Mo in the required proportions).
- Check the heat treatment method.Ask directly: “Is cementation used?” and “What is the depth of the hardened layer?” Answers like “we just heat in the oven” are not acceptable for severe conditions. The technological process must include the stages of carburization, quenching and low-temperature tempering to relieve stress.
- Check for your own laboratory.Serious factories, such as Mianyang Qianchui Mechanical Equipment Co., Ltd., have in-house laboratories for testing hardness (Rockwell and Brinell), impact strength and metallographic structure analysis. The ability to provide batch test reports is a sign of production maturity.
- Assess your equipment fleet.The presence of modern CNC machines is mandatory to ensure geometry accuracy. Manual processing or old Soviet machines will not provide the required surface quality and tolerances, which is critical for hydraulic friction pairs.
- Ask about warranties.A supplier who is confident in his product gives a guarantee not only against manufacturing defects, but also for a certain service life, subject to operating conditions. Disclaimer of any warranty usually means the seller expects a high return rate.
Also pay attention to logistics capabilities. Is the supplier able to provide urgent shipment in the event of an emergency? The presence of a warehouse of finished products in the regions of presence (CIS, Europe, Asia) or well-established express delivery channels from China can save the project from missing deadlines. Direct cooperation with the manufacturer, bypassing the chain of intermediaries, often provides an advantage in response speed and technical support.
Frequently Asked Questions
Is it possible to install an analog piston on a new hydraulic hammer that is under warranty?
This is a complex issue that requires caution. Official dealers often void the entire hammer's warranty if non-original spare parts are installed. However, if the warranty has already expired or is about to expire, switching to enhanced analogues is economically justified. In some cases, service centers are ready to approve the installation of certified analogues if they have documents confirming compliance with OEM parameters. We recommend that you discuss this issue with your service partner in advance to avoid future conflicts.
What is the difference between pistons for different brands (Montabert vs Soosan)?
The difference lies in the geometry of the oil supply channels, the location of the damper rings and the stroke length. Although the operating principle of all hydraulic hammers is the same, the design solutions differ. For example, French Montabert hammers often have a unique valve system that requires precise piston seating. Korean Soosan and Japanese Furukawa may differ in the diameter and shape of the sealing grooves. Universal pistons produced by professional factories take these nuances into account for each specific model, so you can’t just take a piston from one brand and put it in another without checking the drawings.
How can you tell when it’s time to change the piston without disassembling the hammer?
There are several indirect signs of piston wear. Firstly, a reduction in the frequency of shocks at a constant pressure in the system. Secondly, the hydraulic oil overheats faster than usual (due to internal leaks through the increased gap). Thirdly, the appearance of metal shavings in the oil or filter (especially large ones). If the hammer begins to “triple” (miss blows) or the impact power has clearly dropped, most likely the piston-sleeve pair has exhausted its service life. An accurate diagnosis can be made only after disassembly and measurements with a bore gauge.
Why are your pistons suitable for the defense industry?
The requirements for weapon components (projectile bodies, barrels, missile parts) are disproportionately higher than civilian standards. Materials must withstand enormous overloads, temperatures and aggressive environments. Technologies developed in the production of defense products (special alloy steel, deep carburization, microstructure control) are directly transferred to the production of pistons for construction hammers. This creates a huge margin of safety for civilian equipment, allowing it to work where conventional parts would fail immediately.
Conclusion: Investing in reliability pays off
The choice between OEM and analogue is a choice between overpaying for the brand and investing in real performance. As we have seen in practice, modern specialized manufacturers, combining the competencies of military metallurgy and precision engineering, offer a product that not only replaces the original, but also surpasses it in difficult operating conditions. Usagehydraulic hammer piston, made from military-grade steel using advanced heat treatment, can significantly reduce maintenance costs and increase equipment availability.
Do not risk the timing of your projects for the sake of dubious savings at the procurement stage or, conversely, overpaying for the name. Trust proven technological solutions and partners who can confirm quality with documents and real cases. If you are looking for a reliable supplier of components for your special equipment, capable of providing consistent quality and technological relevance, consider the proposals of professionals working at the intersection of civil and defense engineering.
To receive technical advice, select an analogue for your hammer model, or request a commercial offer, contact us today. We are ready to provide samples for testing and a full package of certificates confirming that your equipment meets the most stringent standards.Find out more about the production of hydraulic components.